全国咨询热线
15890627213
全国咨询热线
15890627213
极高的硬度(莫氏硬度 9.5): 仅次于金刚石(10)和立方氮化硼(cBN)。这使它能够有效地切削和去除比它软得多的单晶硅(莫氏硬度约7)。
优异的耐磨性: 在研磨过程中自身磨损较慢,能保持较长时间的切削能力,保证研磨效率和一致性。
良好的热导率: 有助于将研磨过程中产生的热量传导出去,减少热损伤的风险(虽然仍需冷却液辅助)。
可控的颗粒形状和尺寸: 可以通过合成工艺控制SiC颗粒的粒径分布(从粗磨到精磨所需的不同粒度)和形状(如更锋利的棱角用于高效切削,或更圆钝的颗粒用于精细抛光)。
相对较高的化学稳定性: 在研磨液环境中相对稳定。
成本效益: 相对于金刚石和cBN,碳化硅是性价比极高的硬质磨料,尤其是在粗磨和半精磨阶段。
碳化硅主要以下列两种形式应用于硅片研磨:
作为固结磨料:
砂轮: 这是最常见的形式。将碳化硅颗粒(不同粒度)与结合剂(如树脂结合剂、陶瓷结合剂、金属结合剂)混合,通过压制、烧结等工艺制成砂轮。
应用场景:
硅片边缘研磨: 这是SiC砂轮最主要的应用。在硅片切割成圆片后,其边缘非常锋利且可能有崩边、微裂纹。使用SiC砂轮将边缘精确地研磨成特定的轮廓(如圆弧形),去除损伤层,提高边缘强度,防止在后续加工和运输中产生碎片和裂纹,并满足光刻机对硅片边缘形貌的要求。
硅片背面减薄: 对于需要薄片工艺(如3D IC、功率器件)的硅片,在完成正面电路制造后,需要将硅片背面磨薄。粗磨和部分精磨阶段常使用SiC砂轮进行高效的材料去除。砂轮可以是杯形、环形或平面砂轮。
优点: 研磨效率高,形状保持性好,加工精度和一致性较好。
缺点: 砂轮需要定期修整以保持锋利度,更换砂轮成本相对较高。
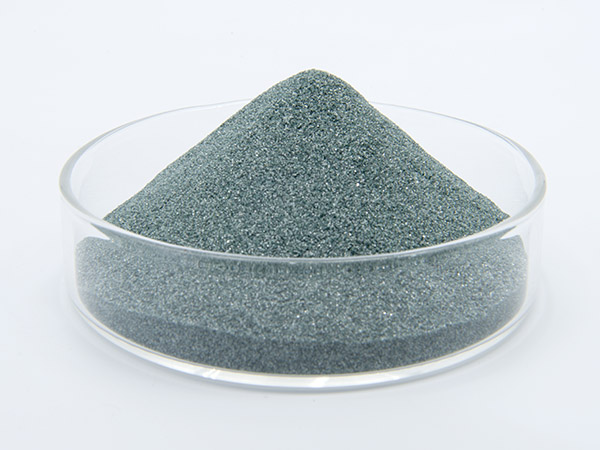
作为游离磨料:
研磨液/研磨浆料: 将特定粒度和浓度的碳化硅微粉悬浮在液体(通常是水或油基载体)中,加入分散剂、润滑剂等添加剂,形成研磨浆料。
应用场景:
硅片背面减薄(精磨阶段): 在SiC砂轮粗磨后,可以使用游离SiC磨料进行更精细的研磨,进一步去除损伤层并达到更精确的厚度和平整度要求。研磨浆料被输送到一个较软的研磨垫(通常是多孔高分子材料)和硅片背面之间。研磨垫转动并施加压力,带动磨粒在硅片表面滚动和滑动,实现材料的微量去除。
某些特定要求的平面研磨(较少见): 有时也会用于硅片平坦化工序的早期阶段。
优点: 可以获得比固结磨具更光滑的表面(虽然不如最终抛光),设备相对简单,磨料成本低。
缺点: 材料去除率(MRR)通常低于固结磨具,需要处理废液,对研磨垫的磨损和修整要求高,工艺控制更复杂(浓度、流量、压力等)。
粒度选择: 研磨过程通常是分步进行的(粗磨、半精磨、精磨),使用的SiC粒度从粗到细(例如,粗磨可能用W40-W20,精磨用W10-W5甚至更细)。粗颗粒用于高效去除材料,细颗粒用于获得更好的表面质量和更薄的损伤层。
冷却与润滑: 研磨过程会产生大量的摩擦热和碎屑,必须使用冷却液(通常是去离子水或特殊配方的研磨冷却液)来:
冷却硅片和磨具,防止热应力导致硅片破裂或产生热损伤层。
冲洗去除磨削碎屑(Si屑、磨料碎屑),防止划伤表面。
提供润滑,减少摩擦。
损伤层控制: 无论哪种研磨方式,都会在硅表面/亚表面产生一定深度的损伤层(微裂纹、晶格畸变)。研磨后通常需要后续的化学机械抛光(CMP)或蚀刻来彻底去除这个损伤层,才能获得完美无缺的晶体表面用于器件制造。控制研磨参数(压力、转速、磨料粒度)是减少损伤层深度的关键。
纯度要求: 用于半导体硅片研磨的碳化硅磨料必须是高纯度的(电子级),金属杂质含量(如Fe, Al, Ca, Ni, Cu等)必须极低(通常在ppm甚至ppb级别),以避免这些杂质在研磨过程中污染硅片表面,影响后续器件的性能和良率。
碳化硅凭借其超高的硬度和耐磨性,是半导体硅片制造中边缘轮廓研磨和背面减薄工序不可或缺的核心磨料。它既可以制成高精度的砂轮(固结磨具)进行高效、形状化的研磨(尤其是边缘),也可以作为微粉悬浮在研磨液(游离磨料)中用于更精细的减薄和表面处理。整个研磨过程需要严格控制磨料粒度、纯度、工艺参数(压力、转速)以及充分的冷却润滑,以达到所需的几何精度、厚度控制并最小化表面/亚表面损伤,为后续的抛光工序奠定基础。虽然金刚石在超精密加工中应用越来越广,但碳化硅凭借其优异的综合性能和成本优势,在硅片研磨领域仍然占据着主导地位。
Copyright © 2021-2031 河南四成研磨科技有限公司 版权所有 豫ICP备17013221号 XML地图

15890627213